Плазменная резка металла
Для эффективной обработки ряда металлов часто используется плазменная резка, принцип работы которой заключается в применении плазменной дуги.
Технологически существует две методики резки:
Плазменно-дуговая. В данном случае дуга горит между материалом, который обрабатывается, и сварочным электродом неплавящегося типа. Плазменная высокоскоростная струя при такой технологии совмещается со столбом плазменной дуги. Сам же процесс резки обеспечивается высокой энергией плазмы столба, приэлектродных пятен и факела, исходящего из указанного столба. Именно озвученный принцип плазменной резки металла чаще всего используется на современных предприятиях, так как он признается максимально эффективным.
Плазменной струей. Такой вид обработки рекомендован для резки неметаллов. Дуга в этом случае горит между наконечником (его называют формирующим) плазмотрона и сварочным стержнем, а само обрабатываемое изделие в электрическую схему процесса не включается. Из плазмотрона выносится некоторый объем плазмы столба. Его энергия и дает возможность выполнять обработку неметаллических изделий.

__________________________________________________________________________________________________________________________
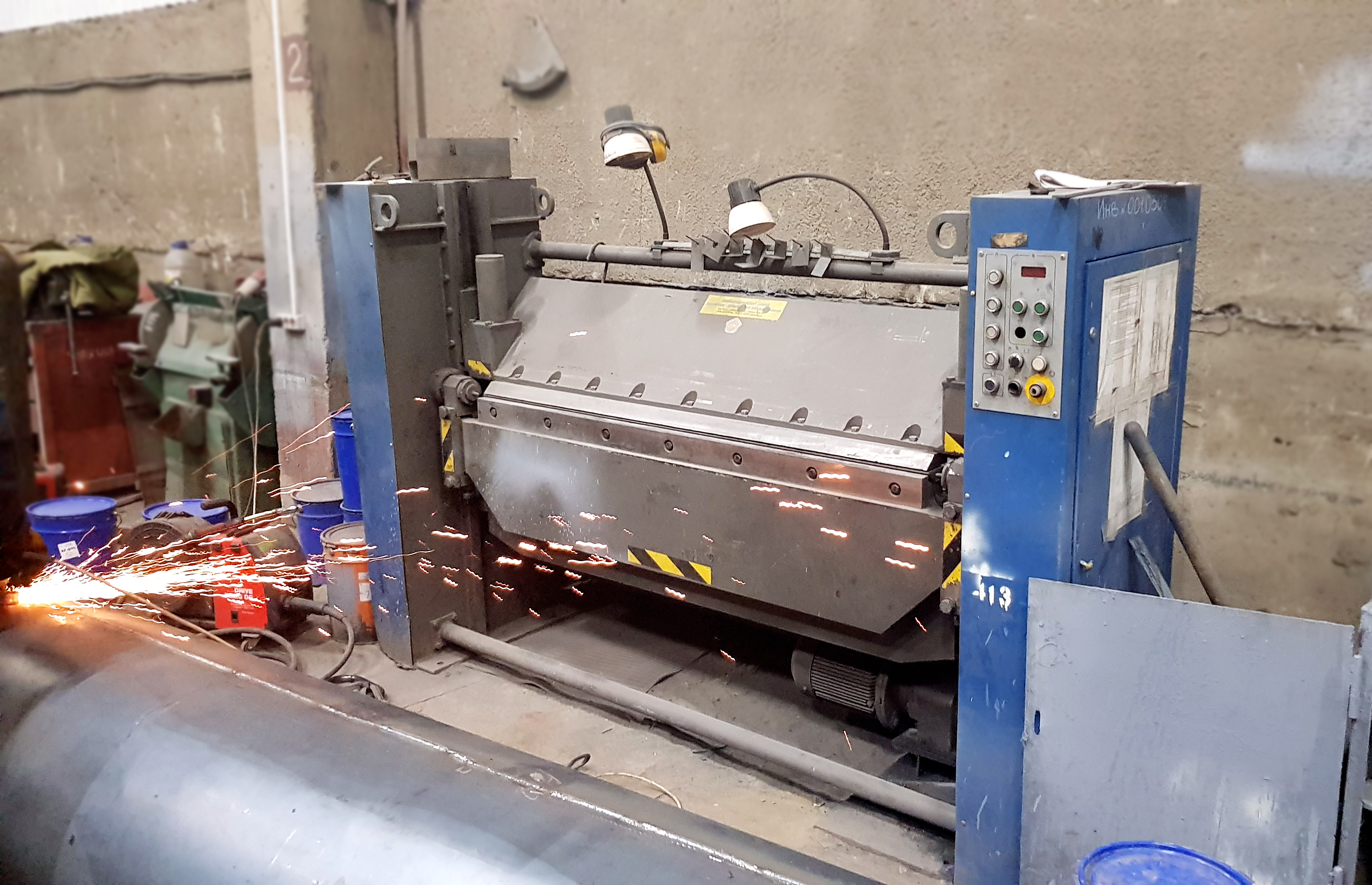
Гибка металла
Гибкой (изгибанием) называется операция, в результате которой заготовка принимает требуемую форму (конфигурацию) и размеры за счет растяжения наружных слоев металла и сжатия внутренних. Во время изгибания все наружные слои материала растягиваются, увеличиваясь в размере, а внутренние — сжимаются, соответственно уменьшаясь в размере. И только слои металла, находящиеся вдоль оси изгибаемой заготовки, сохраняют после изгибания свои первоначальные размеры. Важным при гибке является определение размеров заготовок. При этом все расчеты ведутся относительно нейтральной линии, т. е. тех слоев материала заготовки, которые при гибке не изменяются в размерах. В случае, если на чертеже детали, которая должна быть получена гибкой, не указан размер заготовок, слесарь должен самостоятельно определить этот размер. Расчет производят, подсчитывая размер детали по средней линии (определяют длину прямолинейных участков, подсчитывают длину изогнутых участков и суммируют полученные данные).
Существует несколько видов станков и аппаратов, которые позволяют производить гибку листового металла. В современном производстве давно не используются старые ручные станки: оборудование полностью автоматизировано. Это позволяет сэкономить время на проведение процедуры, обеспечить процессу наибольшую точность.
Существующие станки для гибки металла позволяют осуществлять процесс как в небольших, так и в промышленных масштабах. На оборудованных небольших кузнечных мастерских в процессе создания образцов и элементов металла для декоративной ковки могут применяться ручные гибочные станки. Некоторые из них справляются с задачей сгибания деталей немалых по толщине. С помощью таких станков можно изготавливать металлические заклепки, дуги, кольца, уголки и другие изделия.
___________________________________________________________________________________________________________________________
Аргонная сварка
Аргон применяют во многих производственных процессах, в том числе и в сварке. Аргон при сварке применяют в качестве защитного газа и часто называют это как аргоновая сварка или аргонодуговая сварка. Существует два популярных вида аргонодуговой сварки.
Аргоновую сварку можно разделить на сварку автоматическую и ручную. А так же разделяют сварку еще на два подвида это плавящимся электродом и неплавящимся электродом.
Не стоит забывать, что аргон это всего лишь защитный газ при сварке. А сама сварка электрическая. По этому сварку еще называют аргонно - дуговой сваркой что на самом деле у обоих названий суть одна.
Аргонодуговая сварка – дуговая сварка в среде инертного газа аргона. Может осуществляться плавящимся или неплавящимся электродом. В качестве неплавящегося электрода обычно используется вольфрамовый электрод.
Для обозначения аргонодуговой сварки могут применяться следующие названия
ААД – автоматическая аргонодуговая сварка неплавящимся электродом.
ААДП – автоматическая аргонодуговая сварка плавящимся электродом.
Для обозначения аргонодуговой сварки вольфрамовым электродом:
TIG – Tungsten Inert Gas (Welding) – сварка вольфрамом в среде инертных газов.
GTAW – Gas Tungsten Arc Welding – газовая дуговая сварка вольфрамом.
Общие характеристики аргонодуговой сварки
Аргон практически не вступает в химические взаимодействия с расплавленным металлом и другими газами в зоне горения дуги. Будучи на 38% тяжелее воздуха, аргон вытесняет его из зоны сварки и надежно изолирует сварочную ванну от контакта с атмосферой.
При аргонодуговой сварке возможен крупнокапельный или струйный перенос электродного металла. При крупнокапельном переносе процесс сварки неустойчивый, с большим разбрызгиванием. Его технологические характеристики хуже, чем при полуавтоматической сварке в углекислом газе, так как вследствие меньшего давления в дуге капли вырастают до больших размеров. Диапазон токов для крупнокапельного переноса достаточно велик, например, для проволоки диаметром d = 1,6 мм Iсв = 120–240А. При силе тока Iсв больше 260А происходит резкий переход к струйному переносу, стабильность процесса сварки улучшается, разбрызгивание уменьшается. Однако такие токи не всегда соответствуют технологическим требованиям. Поэтому более рационально для обеспечения стабильности процесса использовать импульсные источники питания дуги, которые обеспечивают переход к струйному переносу на токах около Iсв 100А.

Сварка полуавтоматом
Сварка полуавтоматом, обычно, делается при помощи проволоки в среде защитных газов. Данный процесс – это, по сути, классическая электродуговая сварка металла, при которой используется тепловая энергия электрической дуги, соединяющей окончание электрода, и свариваемые детали.
По причине большего сопротивления в дуге относительно сопротивления в электроде, более значительную тепловую энергию выделяет именно плазма дуги, что приводит к оплавлению близлежащих поверхностей (деталь и электрод), где образуется сварочная ванна. Когда полученный жидкий металл кристаллизуется и остынет, произойдет образование сварного шва, самого надежного соединения из существующих сегодня.
Отличительная особенность данного типа сварки состоит в использовании подвижного плавящегося электрода (проволоки) и защитного газа.
Защищать электрическую дугу нужно, чтобы расплавляемый металл и окружающая среда не контактировали между собой, потому что данный процесс (окисление азота и кислорода) влечет за собой образование таких компонентов как оксиды и нитриты, которые, попадая в металл, приводят к ухудшению качества шва. Именно для этих целей и используются баллоны с защитными газами: с аргоном, гелием, углекислотой или их смесями.

____________________________________________________________________________________________________________________________
Покраска металлоизделий
Покраска металла — это один из самых распространённых видов работ. Благодаря ей, поверхность приобретает не только привлекательный внешний вид, но и защиту от коррозии, а также прочих воздействий окружающей среды. Для того чтобы максимально качественно выполнить весь процесс, необходимо соблюсти все нюансы и рекомендации профессионалов. Только с их учётом можно будет гордиться идеальной покраской.
Чтобы правильно покрасить металлическую поверхность, необходимо провести несколько важных подготовительных мероприятий. Они должны быть направлены на поиск и покупку нужных в работе материалов, а также инструментов. Кроме этого, необходимо провести предварительную обработку окрашиваемой поверхности. Это поможет упростить весь процесс и выполнить его в кратчайшие сроки.
Перед тем как красить металлические изделия нужно выполнить предварительную обработку всей поверхности. Эту работу нужно выполнять максимально качественно, так как даже малейший недочёт будет хорошо заметен. Как правило, исправить такие огрехи очень трудно, а в некоторых случаях невозможно.


____________________________________________________________________________________________________________________________